古語云“工欲善其事,必先利其器”。在線束總裝工序上使用工裝板可以有效地提高生產(chǎn)效率,降低質(zhì)量事故發(fā)生的概率,而好的工裝板能達(dá)到事半功倍的效果,以下分享一下工裝板的制作。
首先,我們需要根據(jù)產(chǎn)品圖紙的特性對線束作一個(gè)釘板評估。評估的主要目的是綜合考慮人機(jī)工程,質(zhì)量能力,安全,工具尺寸和成本,維修可行性等相關(guān)的內(nèi)容。
在釘板評估的過程中需要重點(diǎn)考慮動作經(jīng)濟(jì)性的原則和人機(jī)工程的要求:
1、結(jié)合中國人的身高和臂展,板的高度盡量不要超過1200mm以避免人機(jī)工程的問題。在不造成干涉和損失的情況下,工裝板要盡量的短,減少走動的距離。
2、工裝板上插端子和包覆材料的操作區(qū)間盡量集中在900mm到1200mm之間。
3、當(dāng)工裝板的布局經(jīng)過確定后,需要依據(jù)線束的特點(diǎn)選定叉桿,Holder等輔助工具的類型。
治具的選擇主要遵循以下的幾個(gè)原則:
(1)通常在分支末端位置上依據(jù)線的大小選擇固定型叉桿或緊固件。
(2)在節(jié)點(diǎn)的位置上選擇可伸縮的活動叉桿,方便包覆動作的進(jìn)行。
(3)主干位置上為了防止導(dǎo)線的松脫在一定范圍內(nèi)安裝分線夾。
(4)針對卡釘,定點(diǎn)膠帶,橡膠件等物料也需要選取工裝治具。

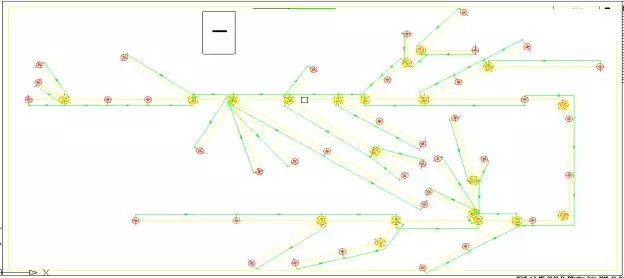
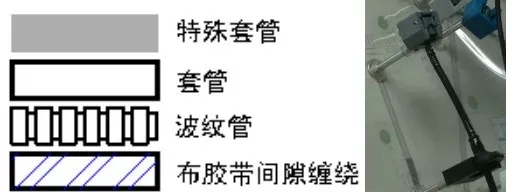
隨后工程人員依據(jù)線束圖紙,設(shè)定好的布局圖以及選取的定位指示治具通過CAD二維軟件制作成工裝圖紙。工裝圖紙需要以1:1的形式進(jìn)行制作,包覆物類型需要以不同的圖示作指示說明。
綜上所述制作一張工裝板其包含釘板評估,選叉桿和HOLDER,制作成型圖紙這三個(gè)大步驟。后期也需要做質(zhì)量檢驗(yàn),如果有不合理的地方也需要作局部的調(diào)整。
來源:線束中國
來源:線束中國
171 閱讀